 In der Metallumformung kommt es darauf an, hochpräzise Teile mit einem hohen Automatisierungsgrad sowie integrierter Prozessüberwachung zu produzieren. Zu diesen Teilen zählen unter anderem Formfedern, Blattfedern, Federclips, Federklammern, Laserteile und Stanzbiegeteile. Häufige Biegeverfahren bei der Metallumformung sind Freibiegen, Prägebiegen, Dreipunktbiegen sowie Falzen oder auch Zudrücken. Diese funktionieren alle nach dem gleichen Prinzip: Ein Stempel drückt das Werkstück in das Gesenk der Matrize. Diesem Vorgang verdanken die Biegemaschinen den Namen Gesenkbiegepressen.
In der Metallumformung kommt es darauf an, hochpräzise Teile mit einem hohen Automatisierungsgrad sowie integrierter Prozessüberwachung zu produzieren. Zu diesen Teilen zählen unter anderem Formfedern, Blattfedern, Federclips, Federklammern, Laserteile und Stanzbiegeteile. Häufige Biegeverfahren bei der Metallumformung sind Freibiegen, Prägebiegen, Dreipunktbiegen sowie Falzen oder auch Zudrücken. Diese funktionieren alle nach dem gleichen Prinzip: Ein Stempel drückt das Werkstück in das Gesenk der Matrize. Diesem Vorgang verdanken die Biegemaschinen den Namen Gesenkbiegepressen.
Table of Contents
Unterschiedliche Verfahren in der Übersicht:
Freibiegen oder Gesenkbiegen
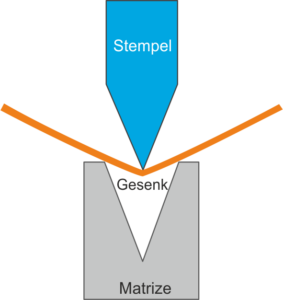 Beim Freibiegen oder Gesenkbiegen drückt der Stempel das Werkstück in die Matrize, ohne es jedoch an die Gesenkwände zu pressen. Zwischen Stempel und Matrize bleibt also ein Freiraum. Fährt der Stempel im Anschluss wieder hoch, biegen sich die Schenkel des Bauteils nach oben und es entsteht der gewünschte Winkel. Das Besondere: Je tiefer das Werkstück vom Stempel in die Matrize gedrückt wird, desto spitzer ist der Winkel. Der Radius, der dabei an der Biegekante entsteht, wird weitestgehend von der Öffnungsweite der Matrize bestimmt – man spricht auch von der V-Öffnung oder dem Gesenk. Da für jeden Winkel ein bestimmter Weg notwendig ist, handelt es sich bei dieser Methode des Freibiegen oder Gesenkbiegen um ein wegabhängiges Verfahren. Denn der Weg und die zugehörige Presskraft sind abhängig von den Werkzeugen sowie den Produkteigenschaften. Beide werden von der Maschinensteuerung berechnet. Der Vorteil des Freibiegen oder Gesenkbiegen: Anwender können ohne Werkzeugwechsel unterschiedliche Winkel fertigen. Daher setzen Fertigungsunternehmen das Freibiegen häufiger ein als etwa das Prägebiegen oder das Dreipunktbiegen.
Beim Freibiegen oder Gesenkbiegen drückt der Stempel das Werkstück in die Matrize, ohne es jedoch an die Gesenkwände zu pressen. Zwischen Stempel und Matrize bleibt also ein Freiraum. Fährt der Stempel im Anschluss wieder hoch, biegen sich die Schenkel des Bauteils nach oben und es entsteht der gewünschte Winkel. Das Besondere: Je tiefer das Werkstück vom Stempel in die Matrize gedrückt wird, desto spitzer ist der Winkel. Der Radius, der dabei an der Biegekante entsteht, wird weitestgehend von der Öffnungsweite der Matrize bestimmt – man spricht auch von der V-Öffnung oder dem Gesenk. Da für jeden Winkel ein bestimmter Weg notwendig ist, handelt es sich bei dieser Methode des Freibiegen oder Gesenkbiegen um ein wegabhängiges Verfahren. Denn der Weg und die zugehörige Presskraft sind abhängig von den Werkzeugen sowie den Produkteigenschaften. Beide werden von der Maschinensteuerung berechnet. Der Vorteil des Freibiegen oder Gesenkbiegen: Anwender können ohne Werkzeugwechsel unterschiedliche Winkel fertigen. Daher setzen Fertigungsunternehmen das Freibiegen häufiger ein als etwa das Prägebiegen oder das Dreipunktbiegen.
Prägebiegen
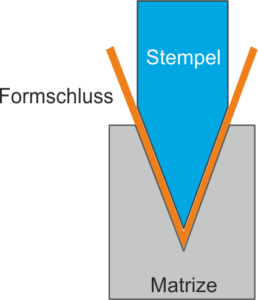 Beim Prägebiegen presst der Stempel das Werkstück vollständig in die Matrize. Anders als beim Freibiegen oder Gesenkbiegen bleibt dabei kein Freiraum. Daher bezeichnet man den Vorgang des Prägebiegen auch als formschlüssig. Der Nachteil: Matrize und Stempel müssen exakt ineinander passen. Anwender benötigen deshalb für jeden Winkel und jede Form einen eigenen Werkzeugsatz. Sobald das Werkzeug ganz eingepresst ist, kann sich der Stempel nicht weiter nach unten bewegen. Trotzdem erhöht die Steuerung die Presskraft weiter, bis der vorgegebene Wert erreicht ist. Dadurch steigt der Druck auf das Werkstück und es nimmt die gewünschte Form von Stempel und Matrize an. Ist der Druck hoch genug, stabilisiert sich der Winkel und eine Rückfederung wird fast vollständig beseitigt. Anwender profitieren beim Prägebiegen von sehr genauen Ergebnissen. Gleichzeitig ist das Verfahren wenig flexibel, da das Werkzeug nur für einen bestimmten Biegewinkel ausgelegt ist.
Beim Prägebiegen presst der Stempel das Werkstück vollständig in die Matrize. Anders als beim Freibiegen oder Gesenkbiegen bleibt dabei kein Freiraum. Daher bezeichnet man den Vorgang des Prägebiegen auch als formschlüssig. Der Nachteil: Matrize und Stempel müssen exakt ineinander passen. Anwender benötigen deshalb für jeden Winkel und jede Form einen eigenen Werkzeugsatz. Sobald das Werkzeug ganz eingepresst ist, kann sich der Stempel nicht weiter nach unten bewegen. Trotzdem erhöht die Steuerung die Presskraft weiter, bis der vorgegebene Wert erreicht ist. Dadurch steigt der Druck auf das Werkstück und es nimmt die gewünschte Form von Stempel und Matrize an. Ist der Druck hoch genug, stabilisiert sich der Winkel und eine Rückfederung wird fast vollständig beseitigt. Anwender profitieren beim Prägebiegen von sehr genauen Ergebnissen. Gleichzeitig ist das Verfahren wenig flexibel, da das Werkzeug nur für einen bestimmten Biegewinkel ausgelegt ist.
Dreipunktbiegen
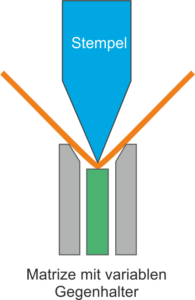 Beim Dreipunktbiegen drückt der Stempel das Werkstück bis auf die Matrize. Das Bauteil berührt somit bei dieser sogenannten U-Öffnung die Matrize an drei Punkten. Dadurch wird der Öffnungswinkel durch die Position der drei Werkstückauflagepunkte – oder der drei Auflagelinien – bestimmt. Diese befinden sich an jeder oberen Innenkante der Matrize sowie auf dem Matrizenboden, der als Gegenhalter fungiert. Dadurch erhält der Anwender beim Dreipunktbiegen präzisere Ergebnisse als beim Freibiegen. Die Matrize kann zudem mit einem in der Höhe verfahrbaren Gegenhalter ausgestattet werden. Damit lassen sich auch unterschiedliche Biegewinkel ohne Werkzeugwechsel herstellen. Zu beachten ist dabei: Durch den zusätzlichen Gegenhalter beim Dreipunktbiegen ist sowohl die Steuerung aufwendiger als auch die genaue Abstimmung des unteren Endpunkts des Stempels auf die Position des beweglichen Gegenhalters.
Beim Dreipunktbiegen drückt der Stempel das Werkstück bis auf die Matrize. Das Bauteil berührt somit bei dieser sogenannten U-Öffnung die Matrize an drei Punkten. Dadurch wird der Öffnungswinkel durch die Position der drei Werkstückauflagepunkte – oder der drei Auflagelinien – bestimmt. Diese befinden sich an jeder oberen Innenkante der Matrize sowie auf dem Matrizenboden, der als Gegenhalter fungiert. Dadurch erhält der Anwender beim Dreipunktbiegen präzisere Ergebnisse als beim Freibiegen. Die Matrize kann zudem mit einem in der Höhe verfahrbaren Gegenhalter ausgestattet werden. Damit lassen sich auch unterschiedliche Biegewinkel ohne Werkzeugwechsel herstellen. Zu beachten ist dabei: Durch den zusätzlichen Gegenhalter beim Dreipunktbiegen ist sowohl die Steuerung aufwendiger als auch die genaue Abstimmung des unteren Endpunkts des Stempels auf die Position des beweglichen Gegenhalters.
Biegeverfahren bei Gutekunst
Gutekunst Formfedern setzt diese Biegeverfahren und viele andere Metallumformungsprozesse bei der Herstellung seiner Formfedern, Blattfedern, Federclips, Federklammern, Laserteilen und Stanzbiegeteilen ein. Neben vollautomatischen Biegezentren für Kleinmengen und Großserien wird vor allem viel Know-how benötigt, um optimale und gleichbleibende Biege- und Umformergebnisse sicherzustellen. Gutekunst besitzt jahrzehntelange Erfahrung auf diesem Gebiet.
Haben Sie Interesse oder Bedarf an individuellen Formfedern, Blattfedern, Federclips, Federklammern, Laserteilen und Stanzbiegeteilen? Dann senden Sie bitte eine technische Zeichnung oder CAD-Daten mit den gewünschten Eigenschaften des Zeichnungsteils an technik@gutekunst-formfedern.de oder kontaktieren Sie unsere Technikabteilung direkt per Telefon unter (+49) 07445 8516-30.
Weitere Informationen: