 Bänder und Bleche aus Federstahl lassen sich mit drei unterschiedlichen Verfahren wärmebehandeln:
Bänder und Bleche aus Federstahl lassen sich mit drei unterschiedlichen Verfahren wärmebehandeln:
- Weichglühen
- Härten
- Spannungsarmglühen
Die Wärmebehandlung verläuft je nach Verfahren und Werkstoff in verschiedenen Temperaturen und Zeiten. Abhängig von der gewünschten Eigenschaft wird der Werkstoff beispielsweise in Wasser, Salz, Öl, Luft oder Schutzgas abgekühlt. Danach richtet sich auch die Dauer des Kühlvorgangs.
In der Regel erfolgt die Wärmebehandlung in elektrisch beheizten Öfen mit einer exakten Temperaturkontrolle. Aber auch gasbeheizte Öfen kommen zum Einsatz. Je nach Werkstoff und Anforderung erfolgt die Wärmebehandlung unter normaler Atmosphäre, unter Schutzgas oder im Vakuum. Anwender können das Schutzgas neutral, oxidierend oder reduzierend einstellen. Ein Beispiel: Federbandstahl, an die höchste Anforderungen im Hinblick auf die Gleichmäßigkeit des Gefüges, die Genauigkeit und Planheit gestellt sind, werden im Band-Schwebeofen fast ausschließlich unter Schutzgas behandelt.
Inhaltsverzeichnis
Die Wärmebehandlungen im Überblick:
Weichglühen (Rekristallisieren)
Ein Werkstoff muss dann weichgeglüht werden, wenn seine Festigkeit durch die Kaltumformung – bei gleichzeitig abnehmender Bruchdehnung – so hohe Werte annimmt, dass er sich nicht weiter kalt verformen lässt. Weil sich dabei neue Kristalle bilden, geht der Werkstoff in einen weichen Zustand über. Die sogenannte Kristallisation hängt von der Korngröße des Gefüges, vom Umformgrad der Kaltumformung und der Temperatur beim Weichglühen ab.
Härten
Das Härten, auch als Vergüten bezeichnet, findet bei Temperaturen zwischen 800 und 960°C statt. Abschließend wird der Werkstoff in Öl abgeschreckt. Eine wässrige Polymerlösung erzielt eine ähnliche Wirkung, bewirkt dabei jedoch eine bessere Maßhaltigkeit. Bei Temperaturen zwischen 250 und 550°C erfolgt das Anlassen bis zu einer Stunde. Der Werkstoff wird abschließend an der Luft abgekühlt.
Spannungsarmglühen
Dieses Verfahren mindert die vorhandenen Spannungen im Werkstück, die bei der Kaltumformung entstanden sind. Deutlich reduzieren lässt sich zudem die Gefahr, dass durch eine weitere Bearbeitung innere Zugspannungen gelöst werden und sich die Formfedern, Blattfedern und Flachfedern verziehen. Dazu kommt: Weil sich die inneren Spannungen und die äußeren Beanspruchungen addieren, kann das die Belastbarkeit der Formfeder beeinträchtigen. Anwender sollten beim Spannungsarmglühen Glühzeit und Temperatur so einstellen, dass die Rekristallisationsschwelle nicht erreicht wird.
Muss Federstahl zusätzlich noch gehärtet werden?
Das kommt ganz auf das Material an, ist aber nicht zwingend notwendig. Rostfreier Federbandstahl oder Federstahlblech wie der 1.4310 ist herstellungsbedingt kalt verfestigt und damit schon gehärtet. Andere Federwerkstoffe wie Kohlenstoffstähle – beispielsweise C75S – gibt es als QT, sprich gehärtet und angelassen, sowie auch in weichgeglühter LC- Ausführung. Letztere muss nach der Verarbeitung wärmebehandelt werden. Auch bei Federn aus nicht rostfreiem Material erfolgt oftmals eine nachträgliche Wärmebehandlung durch Spannungsarmglühen. Das erhöht zum einen die Zugfestigkeit und die Streckgrenze und verringert zum anderen die inneren Spannungen im Werkstoff.
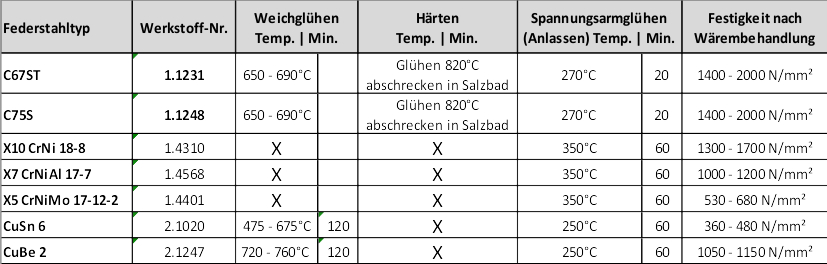
Anlasstemperaturen Federbandstahl und -blech im Überblick:
In nachfolgender Tabelle finden Sie die jeweiligen Temperaturen und Zeiten für die unterschiedlichen Federwerkstoffe und Wärmebehandlungen. Bei Feldern, die mit einem „X“ gekennzeichnet sind, ist keine Wärmebehandlung nötig.
Sie haben Fragen oder möchten weitere Informationen zum Thema Federbandstahl oder Federstahlbleche? Dann kontaktieren Sie uns telefonisch unter (+49) 07445 8516-11 oder vertrieb@gutekunst-formfedern.de.
Auswahl Federbandstahl ab Lager
Zusätzliche Informationen finden Sie auch hier: