Promień gięcia (r) to promień zmierzony po procesie gięcia elementu metalowego lub sprężyny kształtowej i płaskiej spręży ny kształtowej. Jednak wytrzymałość materiału sprężyny zmniejsza się w wyniku zginania. Zmniejsza się również grubość materiału w miejscu zginania.
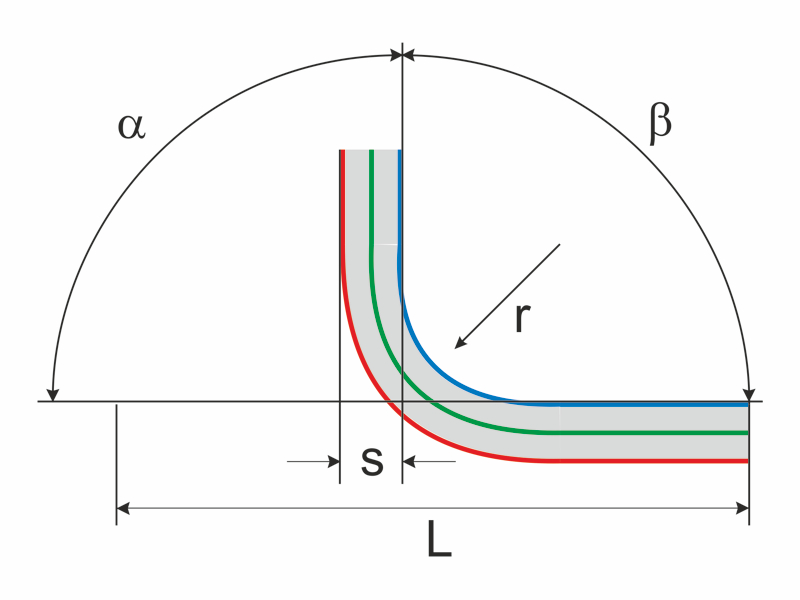
- α = kąt zgięcia
- β = kąt rozwarcia
- L = długość materiału
- r = promień gięcia
- s = grubość blachy stalowej sprężyny
Table of Contents
Proces gięcia jest szczegółowo opisany:
Podczas formowania na zginanie, włókno zewnętrzne lub zewnętrzna strona (zaznaczona na rysunku na czerwono) sprężyny formującej, płaskiej sprężyny formującej lub elementu metalowego jest rozciągana. Włókno wewnętrzne (niebieskie, oznacza wnętrze), z drugiej strony, jest ściśnięte. Pomiędzy włóknem zewnętrznym a wewnętrznym znajduje się włókno neutralne (zielone). Obszar ten nie jest ani rozciągnięty, ani ściśnięty.
Aby wykluczyć spadek jakości spowodowany ściskaniem i rozciąganiem, ważne jest zachowanie minimalnych promieni gięcia. Jest to najmniejszy możliwy promień gięcia materiału, przy którym obrabiany przedmiot nie ulega złamaniu. Jeśli wartość ta nie zostanie osiągnięta, na zewnątrz pojawią się pęknięcia, a wewnątrz siniaki. Ponadto przekrój poprzeczny w strefie zginania może ulec zmianie. Oznacza to, że istnieje ryzyko pęknięcia obrabianego przedmiotu.
Ogólnie rzecz biorąc:
- Większy promień gięcia = mniejsze ryzyko złamania i obniżenia wytrzymałości
- Mniejszy promień gięcia = większe ryzyko złamania ze względu na mniejszą grubość materiału w miejscu gięcia
Jak określić minimalny promień gięcia?
Każdy materiał sprężyny ma swój własny minimalny promień gięcia. Zależy to od składu stopu, grubości materiału i współczynnika plastyczności. Jest to stosunek granicy plastyczności lub granicy sprężystości (Rp) do wytrzymałości materiału na rozciąganie (Rm). W przypadku stali sprężynowych jest to zazwyczaj ponad 85%. Dla porównania, granica plastyczności dla stali konstrukcyjnej wynosi tylko około 40 procent – możliwe są również niższe wartości.
Aby określić minimalny promień gięcia, należy wziąć pod uwagę różne czynniki. Poniżej znajduje się przegląd najważniejszych rozmiarów:
- Typ ze stali sprężynowej
- Grubość stali sprężynowej
- Wytrzymałość na rozciąganie
- Metoda gięcia
- Narzędzia do gięcia
- Prędkość gięcia
- Kierunek walcowania stali sprężynowej
- Siła nacisku
Sprężystość jest uważana za kluczową cechę stali sprężynowej. Jest on osiągany w procesie produkcyjnym poprzez dodanie krzemu (Si), manganu (Mn), chromu (Cr), wanadu (V), molibdenu (Mo) i niklu (Ni) do specjalnego stopu. Ogólną zasadą jest, że elastyczność stali sprężynowych o wyższej wytrzymałości na rozciąganie jest niższa niż tych o niższej wytrzymałości na rozciąganie. W przypadku materiałów o wyższej wytrzymałości na rozciąganie minimalny promień gięcia musi być zatem większy.
Dla różnych typów stali sprężynowej, takich jak normalna Blacha stalowa sprężynowa C75S, odporna na korozję Gatunki stali nierdzewnej 1.4310, 1.4568 i 1.4401, niemagnetyczny brąz sprężynowy CuSn6 i miedziano-berylowa stal sprężynowa CuB2, jak również wysokotemperaturowe stale sprężynowe Nimonic 90, Inconel X-750 i 718, dokładne minimalne promienie gięcia przy Gutekunst Formfedern opisana i określona i zarządzana w zakrętach testowych.
Na co należy zwrócić uwagę przy zginaniu?
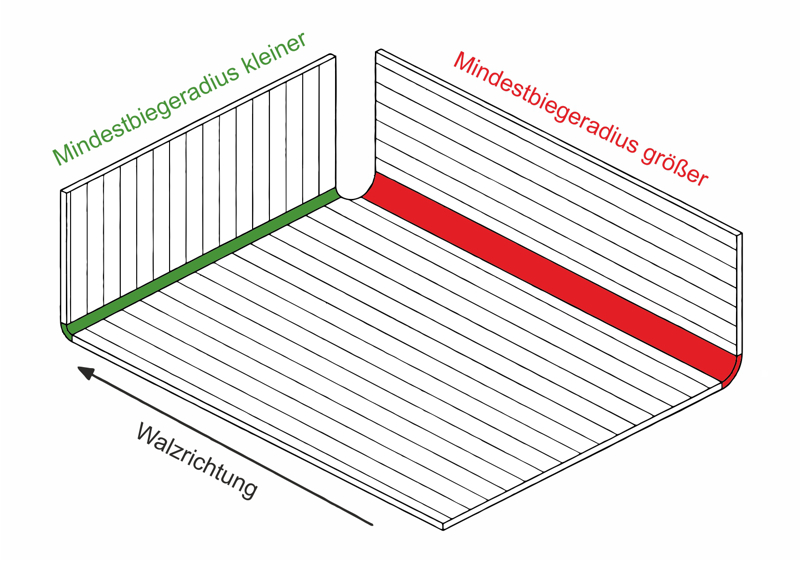
Ważnym czynnikiem podczas formowania na zginanie jest między innymi kierunek walcowania blachy stalowej sprężynowej. Dzieje się tak, ponieważ rozciąganie materiału podczas walcowania tworzy strukturę materiału przypominającą włókna. Wydłużenie włókien następuje zawsze w kierunku walcowania. Jeśli blacha stalowa zostanie wygięta wzdłuż kierunku walcowania, może ulec przedwczesnemu pęknięciu. W takim przypadku minimalny promień gięcia musi być większy. Jeżeli natomiast przedmiot obrabiany – jak np. sprężyna kształtowa, sprężyna płaska lub element metalowy – jest zginany poprzecznie do kierunku walcowania, możliwy jest mniejszy minimalny promień gięcia.
Ważną rolę przy zginaniu odgrywa również określenie wymaganej siły nacisku. Aby trwale odkształcić stal sprężynową, musi zostać przekroczona wartość granicy plastyczności. Jeśli tak się nie stanie, metal powraca do pierwotnego stanu. Dopiero obciążenie powyżej granicy plastyczności powoduje odkształcenie plastyczne. Należy zwrócić uwagę na to, aby nie przekroczyć wytrzymałości na rozciąganie materiału sprężyny, w przeciwnym razie materiał może ulec uszkodzeniu.
Aby zapewnić, że materiał nie rozerwie się lub nawet nie utworzy fałd karbowanych, zwłaszcza w przypadku grubszego materiału i małych promieni gięcia, konieczne jest posiadanie wielu różnych narzędzi dostępnych dla różnych promieni gięcia.
Projekt wiosny autorstwa Gutekunst Formfedern
Z Gutekunst Formfedern nie musisz się martwić o takie ewentualne problemy. Ponieważ Gutekunst od samego początku opracowuje wspólnie z Państwem odpowiednie sprężyny płaskie lub sprężyny kształtowe.
Jeśli są Państwo zainteresowani, proszę przesłać nam swoje zapytanie dotyczące sprężyn płaskich lub sprężyn profilowanych o pożądanych właściwościach poprzez nasz przycisk zapytania o sprężyny profil owane lub na adres info@gutekunst-formfedern.de.
Anfrage Formfedern & Blattfedern
Więcej informacji można również znaleźć tutaj: