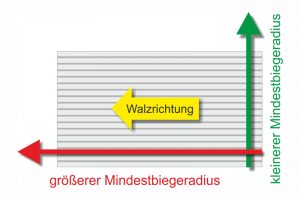
 Przy formowaniu sprężyn kształtowych, sprężyn płaskich, zacisków sprężynowych, sprężyn kontaktowych i resorów piórowych ważnym czynnikiem jest między innymi kierunek walcowania blachy stalowej sprężynowej i taśmy stalowej sprężynowej. Dzieje się tak dlatego, że rozciąganie materiału podczas walcowania tworzy włóknistą strukturę materiału, w której wydłużenie włókien występuje zawsze w kierunku walcowania.
Przy formowaniu sprężyn kształtowych, sprężyn płaskich, zacisków sprężynowych, sprężyn kontaktowych i resorów piórowych ważnym czynnikiem jest między innymi kierunek walcowania blachy stalowej sprężynowej i taśmy stalowej sprężynowej. Dzieje się tak dlatego, że rozciąganie materiału podczas walcowania tworzy włóknistą strukturę materiału, w której wydłużenie włókien występuje zawsze w kierunku walcowania.
Jeżeli blacha ze stali sprężynowej jest teraz gięta wzdłuż tego kierunku wydłużania włókien lub walcowania, należy wybrać większy minimalny promień gięcia ze względu na większe ryzyko pęknięcia. Jednakże, jeżeli blacha stalowa sprężynowa jest zginana poprzecznie do wydłużenia włókien, minimalny promień gięcia może być mniejszy. Ta ulepszona właściwość taśmy ze stali sprężynowej lub blachy ze stali sprężynowej może poprawić granicę plastyczności lub granicę plastyczności sprężyn kształtowych, sprężyn płaskich i elementów metalowych wygiętych poprzecznie do kierunku walcowania nawet o 15%.
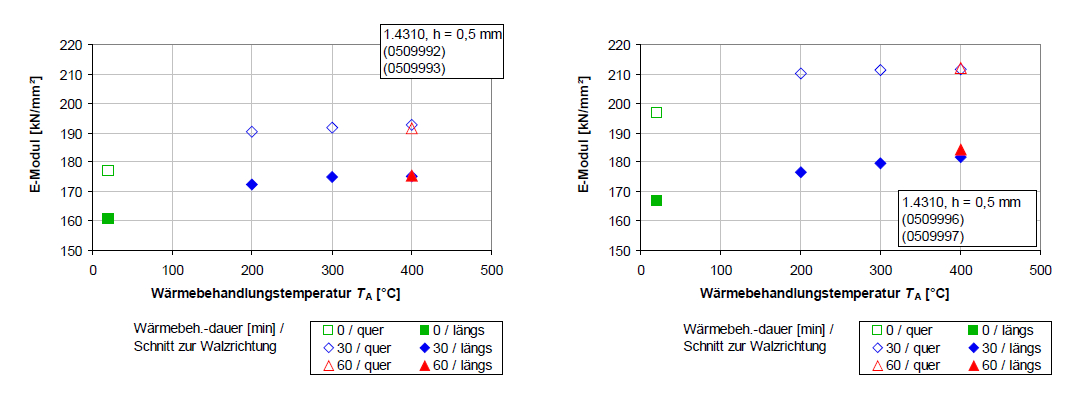
Poprawa granicy plastyczności lub granicy plast yczności wyprasek metalowych zgiętych poprzecznie do kierunku walcowania wynosi, na przykład, od 4 do 10% dla stali sprężynowej 1.4310 o niskiej wytrzymałości (lewy wykres) i do 15% dla wysokiej wytrzymałości (prawy wykres). Ta znacząca różnica w charakterystyce mechanicznej musi być brana pod uwagę przy projektowaniu sprężyn formowych zgiętych wzdłużnie lub poprzecznie do kierunku walcowania.
Prawidłowa siła nacisku podczas formowania
Oprócz kierunku walcowania, siła nacisku odgrywa ważną rolę w formowaniu sprężyn formowych, płaskich sprężyn formowych i wyprasek metalowych. Aby trwale przekształcić stal sprężynową, musi zostać przekroczona wartość granicy plastyczności (Rp). Jeśli tak się nie stanie, metal powraca do pierwotnego stanu. Dopiero obciążenie powyżej granicy plastyczności (Rp), lub granicy plastyczności (Rp0,2) powoduje odkształcenie plastyczne. Należy upewnić się, że wytrzymałość na rozciąganie materiału sprężyny (Rm) nie jest przekroczona, w przeciwnym razie materiał może ulec uszkodzeniu.
Nasi technicy z przyjemnością określą optymalne parametry formowania dla Państwa sprężyny profilowanej, sprężyny płaskiej, sprężyny kontaktowej, zacisku sprężynowego, sprężyny piórowej i podkładki sprężystej. W tym celu wystarczy przesłać do nas za pomocą naszego formularza zapytania o sprężyny kształtowe wymagane dane sprężyn wraz z liczbą sztuk oraz rysunkiem lub danymi CAD.
Anfrage Formfedern & Blattfedern
Firma Gutekunst Formfedern chętnie sprawdzi parametry kształtowania i przedstawi Państwu niezobowiązującą ofertę w krótkim czasie. Poza formularzem zapytania ofertowego zapraszamy również do bezpośredniego kontaktu z naszym działem technicznym pod adresem info@gutekunst-formfedern.de i telefonem (+49) 07445 85160.
Więcej ciekawych tematów można znaleźć pod adresem: