 Quando si formano molle sagomate, molle piatte sagomate, mollette, molle a contatto e molle a balestra, la direzione di laminazione della lamiera d’acciaio per molle e dell’acciaio per nastri elastici è un fattore importante, tra le altre cose. Questo perché lo stiramento del materiale durante la laminazione crea una struttura del materiale simile a una fibra, il cui allungamento delle fibre avviene sempre nella direzione della laminazione.
Quando si formano molle sagomate, molle piatte sagomate, mollette, molle a contatto e molle a balestra, la direzione di laminazione della lamiera d’acciaio per molle e dell’acciaio per nastri elastici è un fattore importante, tra le altre cose. Questo perché lo stiramento del materiale durante la laminazione crea una struttura del materiale simile a una fibra, il cui allungamento delle fibre avviene sempre nella direzione della laminazione.
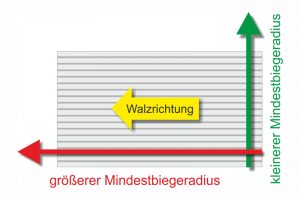
Se la lamiera d’acciaio per molle viene ora piegata lungo questa direzione di allungamento delle fibre o di laminazione, si deve scegliere un raggio di piegatura minimo più grande a causa del maggior rischio di rottura. Tuttavia, se la lamiera d’acciaio per molle viene piegata trasversalmente all’allungamento delle fibre, il raggio minimo di piegatura può essere ridotto. Questa proprietà migliorata del nastro d’acciaio per molle o della lamiera d’acciaio per molle può migliorare la resistenza allo snervamento, o punto di snervamento, di molle sagomate, molle piatte e componenti metallici piegati trasversalmente alla direzione di laminazione fino al 15%.
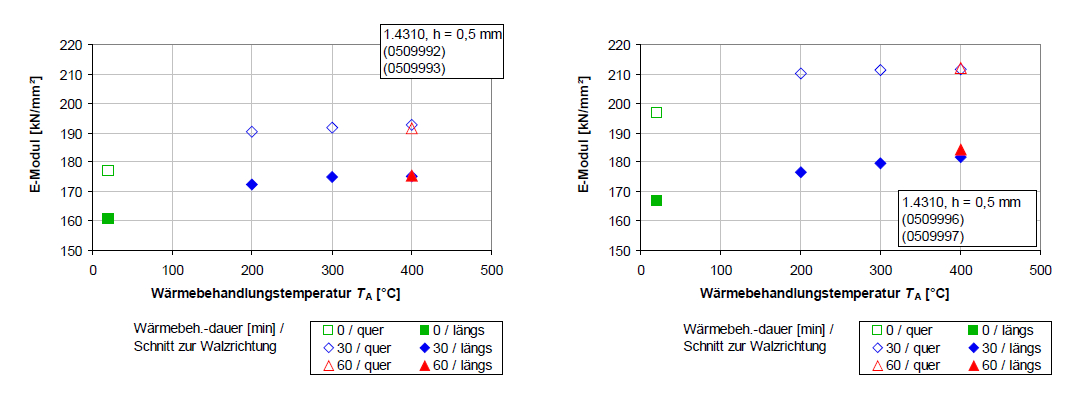
Il miglioramento della resistenza allo snervamento, o punto di snervamento, dei pezzi di metallo piegati trasversalmente alla direzione di laminazione è, per esempio, tra il 4 e il 10% per l’acciaio per molle 1.4310 a bassa resistenza (grafico a sinistra) e fino al 15% per l’alta resistenza (grafico a destra). Questa differenza significativa nelle caratteristiche meccaniche deve essere presa in considerazione quando si progettano molle per stampi piegate longitudinalmente o trasversalmente alla direzione di rotolamento.
La corretta forza di pressatura durante la formatura
Oltre alla direzione di laminazione, la forza di pressatura gioca un ruolo importante nella formazione di molle a stampo, molle a stampo piatto e stampi in metallo. Per trasformare permanentemente l’acciaio per molle, il valore del carico di snervamento (Rp) deve essere superato. In caso contrario, il metallo ritorna al suo stato originale. Solo un carico superiore al punto di snervamento (Rp), o resistenza allo snervamento (Rp0.2) causa la deformazione plastica. È essenziale assicurarsi che la resistenza alla trazione del materiale della molla (Rm) non sia superata, altrimenti il materiale potrebbe essere danneggiato.
I nostri tecnici saranno lieti di determinare i parametri di formatura ottimali per la vostra molla stampata, molla piatta stampata, molla di contatto, clip a molla, molla a balestra e rondella per molla. Per fare questo, è sufficiente inviarci i dati della molla richiesta con i dettagli del numero di pezzi e il disegno o i dati CAD utilizzando il nostro modulo di richiesta di molle sagomate.
Anfrage Formfedern & Blattfedern
Gutekunst Formfedern sarà lieta di verificare i parametri di formatura e di fornirvi un’offerta non vincolante con breve preavviso. Oltre al modulo di richiesta, potete anche contattare direttamente il nostro dipartimento tecnico all’indirizzo info@gutekunst-formfedern.de e al telefono (+49) 07445 85160.
Puoi trovare argomenti più interessanti su: