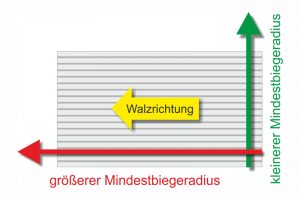
 Lors du formage de ressorts de forme, de ressorts plats, de pinces à ressorts, de ressorts de contact et de ressorts à lames, le sens de laminage de la tôle d’acier à ressorts et du feuillard d’acier à ressorts est, entre autres, un facteur important. En effet, l’étirement du matériau lors du laminage crée une structure de matériau fibreuse dont l’allongement des fibres se fait toujours dans le sens du laminage.
Lors du formage de ressorts de forme, de ressorts plats, de pinces à ressorts, de ressorts de contact et de ressorts à lames, le sens de laminage de la tôle d’acier à ressorts et du feuillard d’acier à ressorts est, entre autres, un facteur important. En effet, l’étirement du matériau lors du laminage crée une structure de matériau fibreuse dont l’allongement des fibres se fait toujours dans le sens du laminage.
Si la tôle d’acier à ressort est pliée le long de cette torsion des fibres, ou dans le sens du laminage, il faut choisir un rayon de pliage minimal plus important en raison du risque de rupture plus élevé. Toutefois, si la tôle d’acier à ressort est pliée perpendiculairement à l’allongement des fibres, le rayon de pliage minimal peut être plus petit. Cette propriété améliorée du feuillard d’acier à ressorts ou de la tôle d’acier à ressorts peut améliorer jusqu’à 15% la limite d’élasticité ou la limite d’allongement des ressorts de forme, des ressorts plats et des composants métalliques pliés transversalement au sens de laminage.
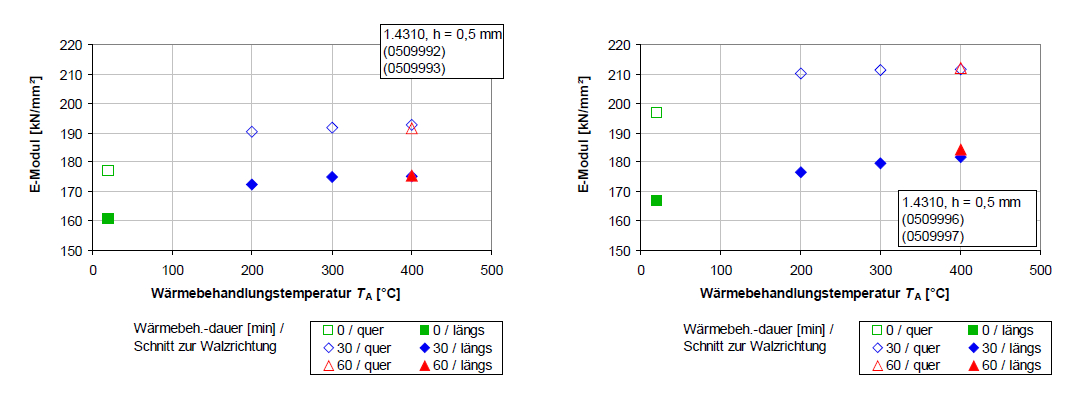
L’amélioration de la limite d’élasticité ou de la limite d’allongement pour les pièces moulées métalliques pliées perpendiculairement au sens de laminage est par exemple de 4 à 10% pour l’acier à ressorts 1.4310 à faible résistance (graphique de gauche) et jusqu’à 15% pour une résistance élevée (graphique de droite). Cette nette différence dans les caractéristiques mécaniques doit être prise en compte lors de la conception de ressorts de forme cintrés dans le sens longitudinal ou transversal du laminage.
La bonne force de compression lors du formage
Outre le sens de laminage, la force de compression joue un rôle important dans le formage des ressorts de forme, des ressorts plats et des pièces métalliques moulées. Pour transformer durablement l’acier à ressorts, la valeur de la limite d’élasticité (Rp) doit être dépassée. Si ce n’est pas le cas, le métal revient à son état initial. Seule une charge supérieure à la limite d’élasticité (Rp), ou à la limite d’allongement (Rp0,2), provoque une déformation plastique. Il faut absolument veiller à ne pas dépasser la résistance à la traction du matériau du ressort (Rm), sinon le matériau pourrait être endommagé.
Nos techniciens se chargent volontiers de déterminer les paramètres de transformation optimaux pour votre ressort de forme, votre ressort de forme plat, votre ressort de contact, votre clip de ressort, votre agrafe de ressort, votre ressort à lame et votre rondelle de ressort. Pour cela, il vous suffit de nous envoyer les données de ressort souhaitées en indiquant le nombre de pièces et le dessin ou les données CAO via notre formulaire de demande de ressorts de forme.
Anfrage Formfedern & Blattfedern
Gutekunst Formfedern vérifie volontiers les paramètres de formage et vous soumet dans les plus brefs délais une offre sans engagement. Outre le formulaire de demande, vous pouvez également contacter directement notre service technique à l’adresse info@gutekunst-formfedern.de et par téléphone (+49) 07445 85160.
Vous pouvez trouver des sujets plus intéressants sur: